Ceramic Extrusion Limitation

Schematic Of The Ceramic On Demand Extrusion Process Download Scientific Diagram
Research Projects

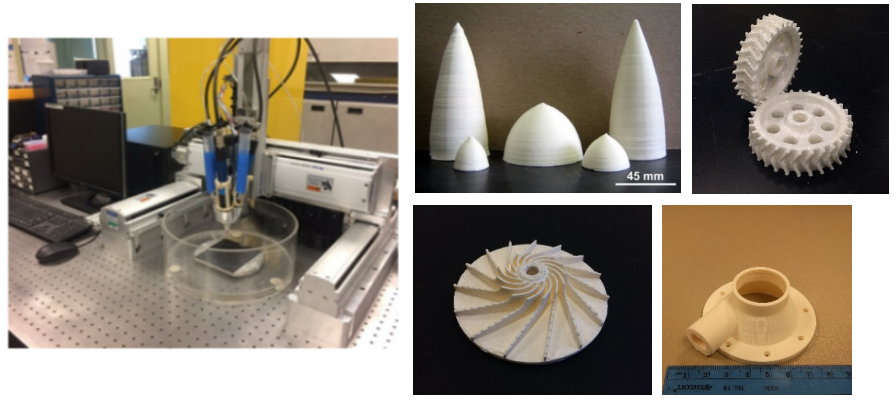
A Novel Freeform Extrusion Fabrication Process For Producing Solid Ceramic Components With Uniform Layered Radiation Drying Sciencedirect
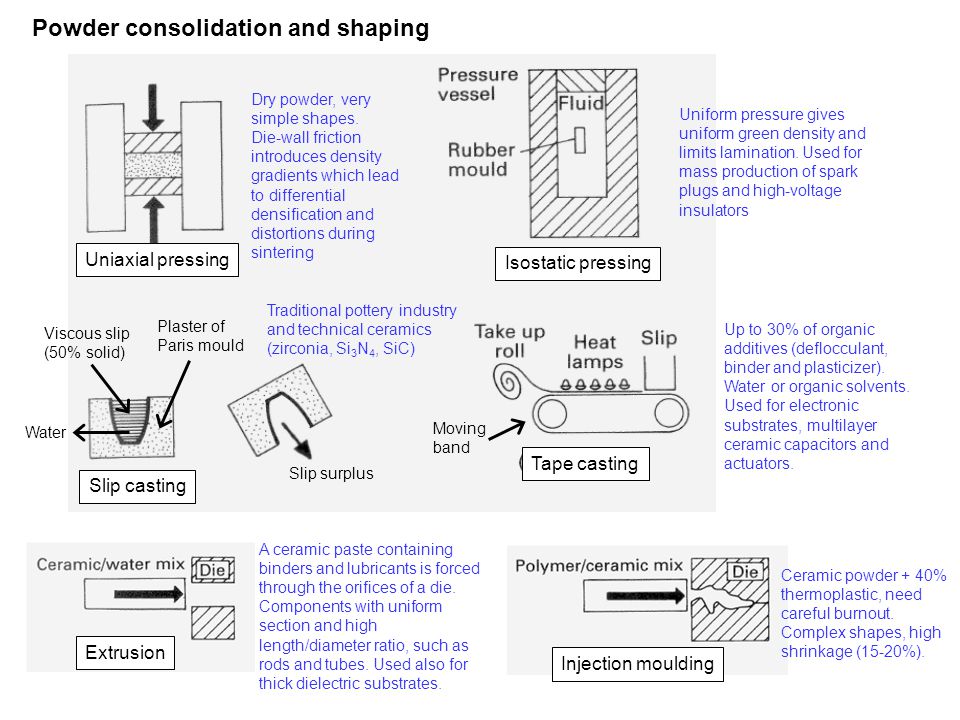
Processing Of Ceramics Powdercompact Or Green Ceramic Forming Sintering Or Densification Or Firing T 2t M 3 Ppt Download

Ceramics Processing An Overview Sciencedirect Topics

Optimization Of 3d Printing Parameters Of Screw Type Extrusion Ste For Ceramics Using The Taguchi Method Sciencedirect

Some of these authors also reported the formation of delamination defects which again can be overcome by improved design of the co extruder.
Ceramic extrusion limitation.

Layered Extrusion Forming Of Complex Ceramic Structures Using Starch As Removable Support Sciencedirect

High Strength Yttria Reinforced Ha Scaffolds Fabricated Via Honeycomb Ceramic Extrusion Sciencedirect

Additive Manufacturing Of Metallic And Ceramic Components By The Material Extrusion Of Highly Filled Polymers A Review And Future Perspectives Abstract Europe Pmc

Extrusion Based Additive Manufacturing Of Yttria Partially Stabilized Zirconia Ceramics Sciencedirect
Source : pinterest.com
